Standmengen- und schmiermitteloptimierte Gesenkoberflächen für die temperierte Aluminiummassivumformung
| E-Mail: | massivumformung@ifum.uni-hannover.de |
| Year: | 2019 |
| Funding: | Förderung: Forschungsgesellschaft Stahlverformung e.V. (FSV) Industrielle Gemeinschaftsforschung (IGF) – Fördernummer 20780 N |
| Is Finished: | yes |
Typische Verschleißmechanismen sowie entsprechende Gegenmaßnahmen sind für die Massivumformung von Stahl bekannt bzw. werden stetig weiter erforscht, können jedoch nicht ohne Weiteres auf Aluminiumschmiedeprozesse übertragen werden. Aus diesem Grund stand im Rahmen des vorliegenden Forschungsvorhabens zunächst die Erkenntniserweiterung bezüglich der Verschleißmechanismen beim Aluminium-Gesenkschmieden im Fokus.
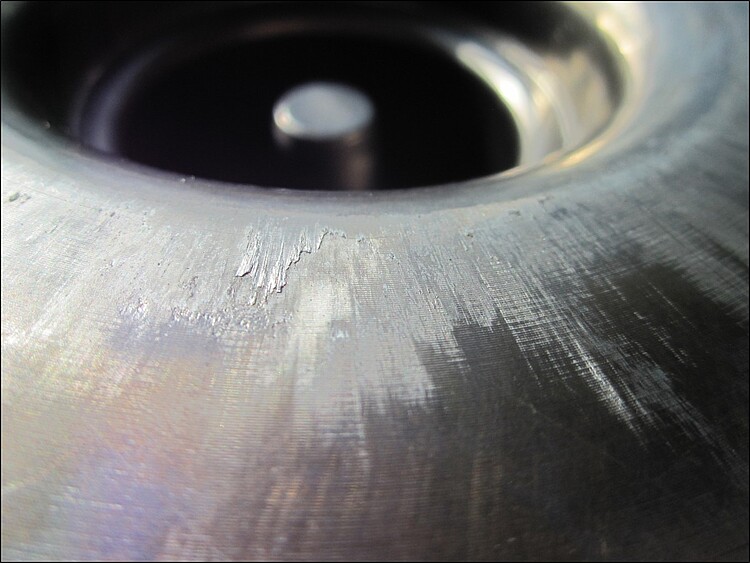
Der größte Unterschied ist vor allem die generelle werkstoffbedingte Neigung zur Adhäsion auf den Oberflächen der Umformwerkzeuge. Abhängig von der Verarbeitungstemperatur ergeben sich weitere prozessspezifische Einschränkungen. Die bei höheren Temperaturen gleichzeitig erhöhte Adhäsionsneigung zwischen der Aluminiumlegierung und dem Gesenk aus Warmarbeitsstahl führt im Gesenkschmiedeprozess sukzessiv zu adhäsiven Aufschweißungen, die dann im fortlaufenden Schmiedeprozess abgeschert werden und so zu einem Abtrag und einer Aufrauhung der Werkzeugoberfläche führen. Ein weiteres Problem in der Warmumformung von Aluminium ergibt sich aus den niedrigeren Werkzeugoberflächentemperaturen in Kombination mit den aufgebrachten flüssigen Schmierstoffen. Es kommt, anstatt bereits beim Auftrag, erst bei der Umformung selbst zur Verdampfung der flüssigen Anteile des Trennmittels. Durch die schlagartige Ausdehnung beim Verdampfen entsteht ein hoher Druck in Rissen und Spalten und es kommt zu Erosionserscheinungen auf der Gravurfläche des Werkzeugs.
Durch eine Charakterisierung von Verschleiß- und anderen Schädigungsmechanismen anhand von industriell eingesetzten Umformwerkzeugen und in Modellversuchen am IFUM wurden Erkenntnisse zum generellen Verhalten von Schmiedewerkzeugen in der Aluminium-Warmmassivumformung gewonnen. Auf Basis dieser Charakterisierung wurden in weiteren Modellversuchen Randschichtbehandlungen, Beschichtungsverfahren sowie Schmiermittel und -parameter untersucht, um diese optimal an die Warmumformung von Aluminium anzupassen. Durch diese Maßnahmen konnte der Verschleiß der Werkzeuge maßgeblich herabgesetzt werden. Nach der erfolgreichen Umsetzung der Maßnahmen zur Verschleißreduzierung in den Modellversuchen erfolgte eine Applikation in industriellen Schmiedeprozessen bei Partnerunternehmen und eine anschließende Analyse und Bewertung der eingesetzten Werkzeuge.
Die Ergebnisse zeigten, dass bei Werkzeuggeometrien, welche zur ermüdungsbedingten Rissbildung neigen, die Belastung durch die Applikation von Duplex DLC-Beschichtungen maßgeblich reduziert werden können. So konnte eine signifikante Lebensdauersteigerung erreicht werden. Für Werkzeuge mit primär tribologischer Beanspruchung und der Neigung zur Adhäsion und Verschleißabtrag haben sich vor allem Duplex CrN-Beschichtungen als vorteilhaft erwiesen.



















