Einfluss der Werkzeugkühlung beim Gesenkschmieden auf die prozessbedingte Gefügeveränderung in der Randzone und deren Auswirkung auf den Werkzeugverschleiß
| E-Mail: | massivumformung@ifum.uni-hannover.de |
| Year: | 2019 |
| Funding: | Deutsche Forschungsgemeinschaft (DFG) – Fördernummer 349885770 (BE1691/217-1) |
| Is Finished: | yes |
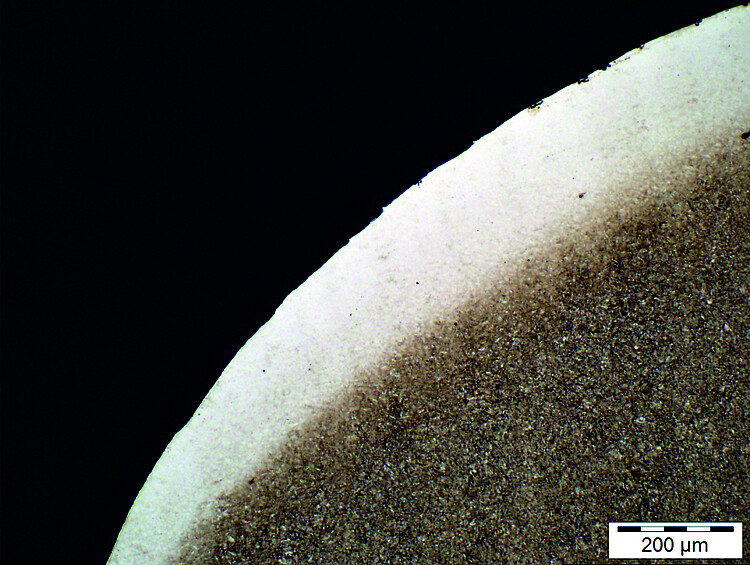
Die Randzonen von Werkzeugen der Warmmassivumformung erfahren aufgrund der hohen Beanspruchungen im Prozess lokale Gefügeveränderungen, die sich maßgeblich auf das Verschleiß-verhalten der Werkzeuge auswirken. Die Analyse der beeinflussten Werkzeugrandzone beim Gesenkschmieden und ihre Wirkung auf das Verschleißverhalten sind daher von besonderer Bedeutung. Die Gefügeveränderungen hängen im Wesentlichen von der thermischen Beanspruchung und somit vom zeit- und ortsabhängigen Temperaturverhalten der Werkzeuge ab, welches maßgeblich durch die Werkzeugkühlung beeinflusst wird. Der Einfluss der Werkzeugkühlung auf die prozess-bedingten Gefügeveränderungen in der Werkzeugrandzone soll im Rahmen dieses Forschungsvorhabens grundlegend untersucht werden. Das wesentliche Ziel dabei ist es, die Gefügeveränderungen in Abhängigkeit verschiedener Abkühlbedingungen zu analysieren und Zusammenhänge zwischen der mikrostrukturellen Gefügeveränderung in der Werkzeugrandzone und dem Verschleißverhalten der Werkzeuge zu ermitteln. Darüber hinaus gilt es zu klären, inwiefern sich eine der thermischen Beanspruchung überlagerte tribologische oder mechanische Beanspruchung auf die Gefügeveränderungen in der Werkzeugrandzone auswirkt. Zur Erreichung der Zielsetzung wird das Kühl-/Schmierkonzept variiert, wobei durch die Variation der Sprühparameter unterschiedliche Abkühlgradienten während der Werkzeugkühlung und unterschiedliche stationäre Werkzeuggrundtemperaturen realisiert werden. Dabei erfolgt eine funktionale Trennung der Prozesse Kühlen und Schmieren, wodurch grundsätzlich eine gezielte Gestaltung des Kühlprozesses durch eine zeitliche Steuerung der eingebrachten Kühlmittelmenge pro Zeit und Fläche ermöglicht wird. Die Werkzeug-kühlung soll durch eine entsprechend ausgelegte Oberflächenkühlung mittels Wasser erfolgen. Dazu sind bei der Auslegung des Kühlprozesses unterschiedliche Abkühlstrategien zu entwickeln. Da bei einer geforderten Funktionstrennung von Kühlung und Schmierung die Möglichkeit einer konventionellen Schmierung mittels Wasser-Graphit-Suspension entfällt, erfolgt die Schmierung der Werkzeuge mittels elektrostatischer Pulverauftragung. Abhängig vom Schmiermitteleinsatz können unterschiedliche Reibungszustände in der Wirkfuge erzielt und somit die tribologische Beanspruchung im Prozess variiert werden. Darüber hinaus kann durch die Umformung von Schmiedestählen unterschiedlicher Festigkeiten die mechanische Beanspruchung am Schmiedewerkzeug beeinflusst werden. Die im Rahmen des Forschungsvorhabens gewonnenen Erkenntnisse sollen dazu genutzt werden, die Werkzeugkühlung hinsichtlich Gefügeveränderungen zu optimieren, um so das Verschleißverhalten der Schmiedewerkzeuge zu verbessern und die Standmenge effizient zu erhöhen.



















