Bei der umformtechnischen Herstellung kleiner Bauteile wie Hülsen, Sicherungskappen, Lampenfassungen, Batterien, Präzisionsteilen mit mehreren Passflächen mit hohem Umformgrad auf Stufenpressen in hohen Stückzahlen verursachen Schwankungen der Bauteilmaße mitunter hohe Ausschussquoten. Dies verursacht hohe Kosten aufgrund von Mehrfachproduktion und Qualitätssicherung. Mit der frühzeitigen Erkennung von Fehlteilen könnten daher nicht nur eine hinreichende Gutteilquote erreicht, sondern auch die Produktionskosten langfristig gesenkt werden.
In einem am IFUM durchgeführten Forschungsvorhaben wurde ein Konzept zur prozessbegleitenden Bauteilkontrolle erarbeitet. Dieses kann als abschließende Messstufe direkt in den Produktionsprozess eingegliedert werden. Hierzu wurde eine exemplarische Messaufgabe für ein rotationssymmetrisches Messingbauteil definiert, welches in einer Stufenpresse eines Industriepartners produziert wird. Um die Anforderungen an das spätere Messsystem zu quantifizieren, wurden die Umgebungsbedingungen und Störgrößen im Produktionsprozess in der benannten Stufenpresse erfasst. Hierbei wurden der Bauraum, die Temperatur, die Beölung, die Schwingungen, die Lichtverhältnisse und die prozessspezifische Gegebenheiten wie die Hubdauer betrachtet. Darüber hinaus wurden in Zusammenarbeit mit dem projektbegleitenden Ausschuss weitere Rahmenbedingungen wie die Messauflösung und die Gesamtkosten erarbeitet.
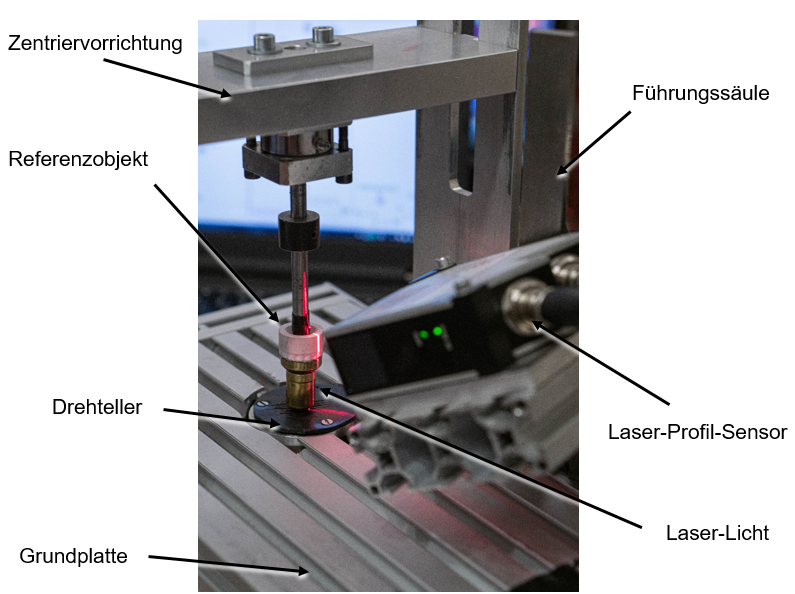
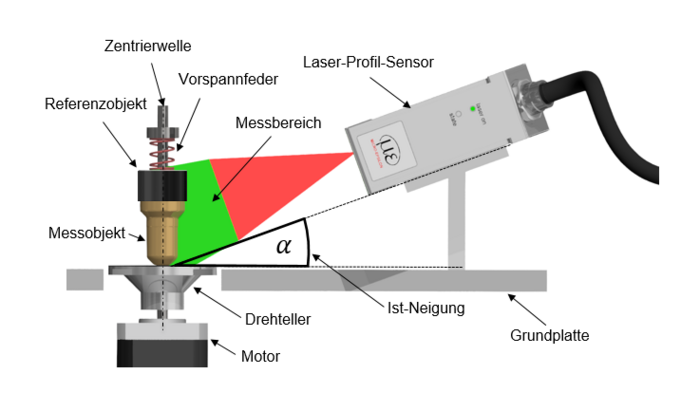
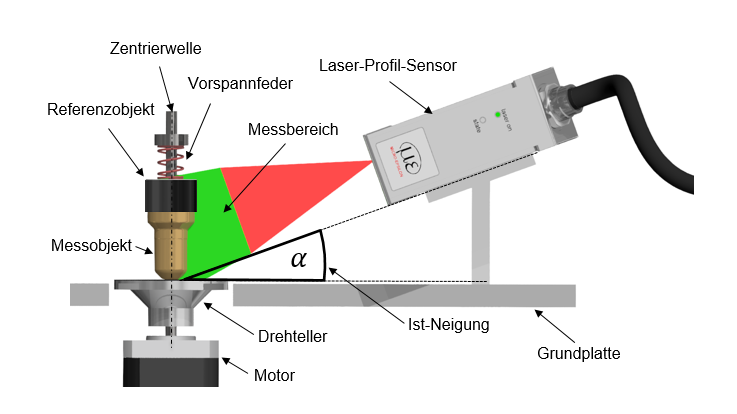
Anhand der ermittelten Anforderungen wurde ein zur Erfüllung der Messaufgabe geeignetes Konzept erarbeitet und anschließend ein entsprechender Laborprüfstand aufgebaut. Dieser diente dazu, den Einfluss der Störgrößen Beölung, Schwingungen und Temperatur auf die Entstehung von Messfehlern zu ermitteln und hieraus wiederum Maßnahmen zur Kompensation oder mindestens Reduzierung des Störeinflusses abzuleiten. Hierzu wurden die Störgrößen gezielt einzeln hervorgerufen und Messungen durchgeführt.
Eine in LabVIEW programmierte Messsoftware ermöglicht die automatisierte Auswertung der Messwerte. Dieser wurde entsprechend der erarbeiteten Messmethodik ein Algorithmus hinterlegt, mit dessen Hilfe die festgelegten Bauteilmerkmale ermittelt und nicht maßhaltige Bauteile direkt identifiziert werden können.
Abschließend wurde eine Sensitivitätsanalyse durchgeführt, um die Robustheit des Messkonzepts in der Praxis zu ermitteln. Hierbei wurde zum einen der Einfluss von Parametern auf entstehende Messfehler evaluiert, auf die der Anwender im späteren Einsatz in der Presse in der Regel keinen Einfluss mehr hat. Hierzu zählen beispielsweise die Positioniergenauigkeit des Messobjekts oder die Einbaulage des Sensors. Darüber hinaus wurde das Messsystem unter produktionsnahen Bedingungen getestet, indem die relevantesten Störgrößen Temperatur, Beölung und Schwingungen in Kombination hervorgerufen und Messungen durchgeführt wurden.